Anwendungen-Wocafix Gmbh:Anwendungsbeispiel aus der Praxis des Wocafixiergeräts :wocafix®,tucadur®,penetron®,tophard®,Wocafixieren,Hartmetall Beschichtungsgerät,Eugen Gehrer,TIT,Unitool,hmb80,Praxis Beispiele,Anwendung,verlängerung Lebensdauer,erhöhte Standzeit,Kosten einsparen,Prozess optimierung,weniger Ausschuss,wocafix®,Wocafixieren,Hartmetall Beschichtungsgerät,Eugen Gehrer,TIT,Schweiz,alternative,Rocklinizer,Carbidor,Unitool,Cosmeca,Wagner,sfs,Ramseier,Brütsch Rüegger,Rotaform,Wema,






Werkzeuge wocafixieren ...
... mit Funken Kosten reduzieren
Anwendungsbeispiele
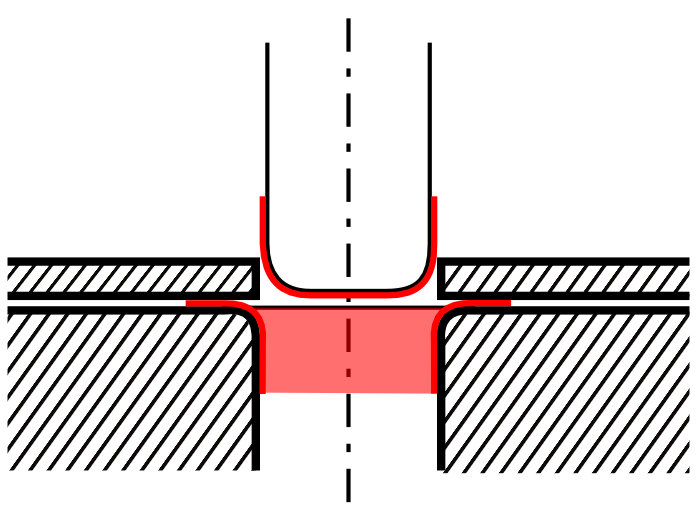
Stanzen
Problem:
Hochsteigen von Stanzbutzen und Schnittspielkorrekturen,
Kaltschweissen der Stanzstempel,
Stumpfwerden der Schnittkanten
Lösung:
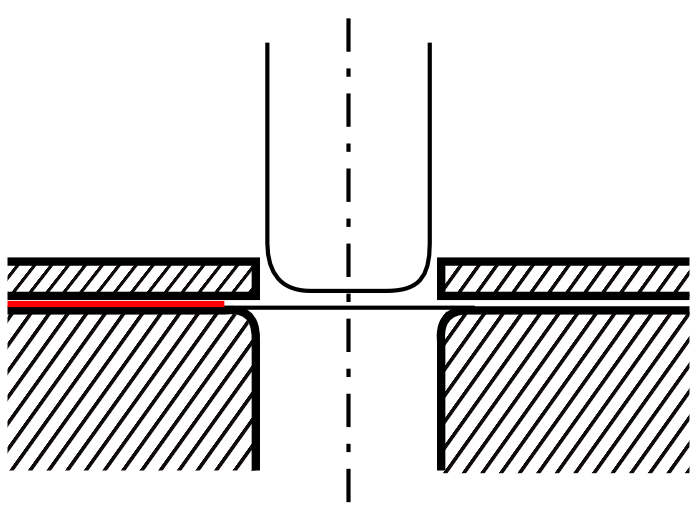
Matrizendurchgang wocafixieren
Stempelaussenseite wocafixieren
Stirnseiten von Stempel und Matrize wocafixieren



Biegen
Problem:
Anfressen und Kaltschweissen
sowie starker Verschleiss
Lösung:
wocafixieren der Verschleissstellen


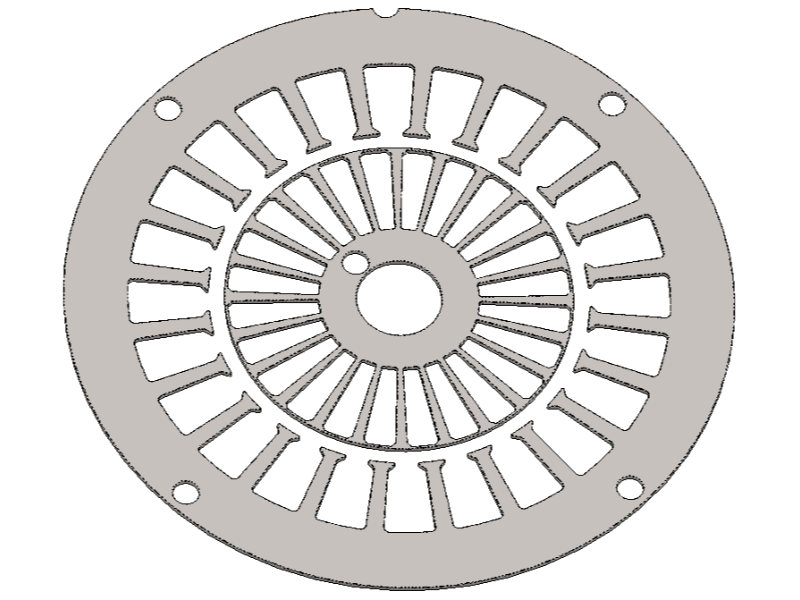
1. Folgeschnitt-Stanzwerkzeug (Motorenblech)
| Problem: | Stanzgräte, Hochsteigen der Stanzbutzen |
| Beschichtung: | alle Matrizendurchgänge |
| Nacharbeit: | keine |
| Resultat: | Stanzgräte behoben, Hochsteigen der Stanzbutzen behoben |
| Standzeit: | erhöht auf 220% |
2. Kombiniertes Stanz- und Biegewerk (Türschliessplatte)
| Problem: | Kaltschweissungen an Biegebacken, Butzen |
| Beschichtung: | Biegebackenradien und Matrizenlöcher |
| Nacharbeit: | Biegebacken etwas polieren |
| Resultat: | Saubere Biegeteile, Kaltschweissung und Butzensteigen vermieden |
| Standzeit: | erhöht auf 280% |

3. Stanz-Biege-Prägewerkzeug (Niederhaltebügel)
| Problem: | Kaltschweissen und Reissen des Materials |
| Beschichtung: | Biegeradien und Prägekonturen |
| Nacharbeit: | Radien und Konturen nachpolieren |
| Resultat: | Material fliesst besser, kein Reissen und Kaltschweissen mehr |
| Standzeit: | erhöht auf 650% |
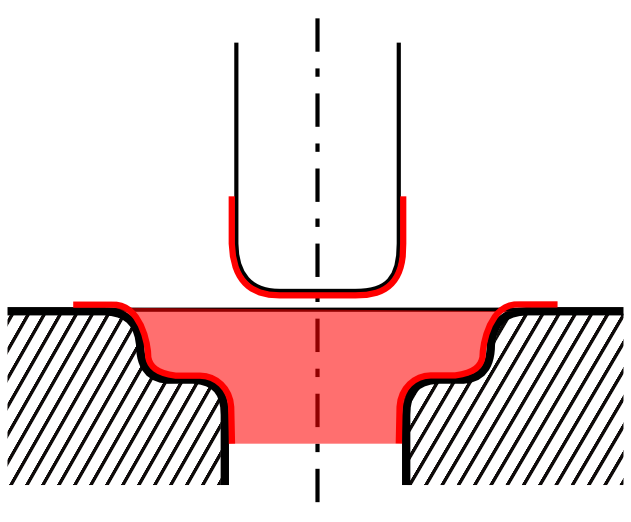
Tiefziehen und Kaltfliesspressen
Problem:
Kaltschweissen
und Anfressen der Zieh- oder Fliessradien
Rillenbildung
Lösung:
wocafixieren der Radien
druckschwächere Stelle wocafixieren
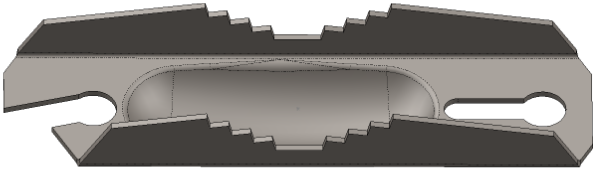
4. Stanz-Tiefziehwerkzeug (Lagerdeckel)
| Problem: | Anfressen an Ziehring, schlechtes Fliessen |
| Beschichtung: | Radius an Ziehring |
| Nacharbeit: | Radius feinpolieren |
| Resultat: | Anfressen beseitigt, Material fliesst besser, saubere Oberfläche |
| Standzeit: | erhöht auf 530% |

5. Strangpress-Matrize (Alu-Vorhangprofil)
| Problem: | Anbacken und Aufreissen von Material |
| Beschichtung: | Matrizendurchgang |
| Nacharbeit: | mit Diamantfeile leicht nachfeilen |
| Resultat: | Gleichmässiger Materialfluss, weniger Druck keine Massveränderung beim Reinigen |
| Standzeit: | erhöht auf 750% |
6. Kaltfliesspresswerkzeug (Schutzhülse)
| Problem: | Stempelradius abgefressen, Material backt an |
| Beschichtung: | Stempelradius und Ziehkante |
| Nacharbeit: | Beschichtung feinläppen |
| Resultat: | Abfressen und Anbacken behoben, besserer Materialfluss |
| Standzeit: | erhöht auf 600% |

7. Druckgussform (Apparategehäuse)
| Problem: | Abnützung der Kanten und Anspritzstellen |
| Beschichtung: | Anspritzkanal und Formkanten |
| Nacharbeit: | Kanten mit Diamantfeile abziehen |
| Resultat: | Gutes Anspritzen, Kantenbeständigkeit |
| Standzeit: | erhöht auf 250% |

8. Spritzgussform (Schlossriegel)
| Problem: | Auswaschen des Anspritzkanals und Fläche |
| Beschichtung: | Anspritzkanal und Fläche |
| Nacharbeit: | leicht nachpolieren |
| Resultat: | Auswaschen vermieden, auch Aufspritzstelle |
| Standzeit: | erhöht auf 300% |
9. Abgratmatrize (6-Kant Maschinenschraube)
| Problem: | Kantenabnützung und Brechen der Matrize |
| Beschichtung: | Kopf und Durchgang |
| Nacharbeit: | keine |
| Resultat: | besseres Abstossen, weniger Kantenabnutzung kein Matrizenbruch mehr |
| Standzeit: | erhöht auf 480% |

10. Zerspanungswerkzeug (Aufsteckreibahle)
| Problem: | starke Abnutzung, dadurch Untermass |
| Beschichtung: | Rundschliff-Facette |
| Nacharbeit: | In Bohrung läppen, oder auf Mass schleifen |
| Resultat: | wieder Masshaltig, abriebfest |
| Standzeit: | erhöht auf 650% |
 Standzeit 650%")